

ในการผลิตที่ทันสมัยเทคโนโลยีการเชื่อมเป็นสิ่งจำเป็นสำหรับการเชื่อมต่อวัสดุ TIG (การเชื่อมก๊าซเฉื่อย Tungsten) และการเชื่อมด้วยเลเซอร์เป็นวิธีการเชื่อมที่ใช้กันอย่างแพร่หลายสองวิธี แต่มีความแตกต่างอย่างมีนัยสำคัญในแหล่งความร้อน (พลังงานอาร์คและลำแสงเลเซอร์), การปรับตัวของวัสดุ, ความแม่นยำและความปลอดภัยและการเน้นการเลือกที่สอดคล้องกันอุปกรณ์ป้องกัน iS ยังแตกต่างกัน
1. หลักการทางเทคนิคและความแตกต่างหลัก
1.1 แหล่งความร้อนและการถ่ายโอนพลังงาน
การเชื่อม TIG:
ใช้อาร์คไฟฟ้า (3, 000 - 6, 000 องศา) ระหว่างอิเล็กโทรดทังสเตนและชิ้นงานเพื่อละลายโลหะฐานและลวดฟิลเลอร์ อาร์กอนแก๊สป้องกันสระหลอมเหลวจากการออกซิเดชั่น มันให้อินพุตความร้อนในวงกว้าง (0. 5–5 kJ\/mm) ส่งผลให้โซนที่ได้รับผลกระทบจากความร้อนขนาดใหญ่และการเปลี่ยนรูปแบบชิ้นงานที่มีศักยภาพ 712
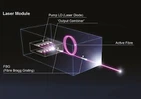
การเชื่อมเลเซอร์:
มุ่งเน้นลำแสงเลเซอร์ความหนาแน่นพลังงานสูง (1 0 ⁶-10⁷ w\/cm²) เพื่อละลายวัสดุ อินพุตความร้อนที่แม่นยำ (0.1–1 kJ\/mm) สร้าง HAZ แคบ (1\/3–1\/10 ของการเชื่อม TIG) การระบายความร้อนอย่างรวดเร็วและการบิดเบือนน้อยที่สุด 713
|
|
|


1.2 ความเข้ากันได้ของวัสดุ
การเชื่อม TIG:
เหมาะสำหรับ: เหล็กกล้าคาร์บอน, สแตนเลส, อลูมิเนียม, ไทเทเนียม (โลหะที่ไวต่อการออกซิเดชั่น) และแผ่นหนา (มากกว่าหรือเท่ากับ 3 มม.)
ข้อ จำกัด: ประสิทธิภาพที่ไม่ดีบนโลหะที่มีจุดอ่อนต่ำ (เช่นตะกั่ว) และวัสดุสะท้อนแสงสูง (เช่นทองแดง) 712
การเชื่อมเลเซอร์:
เหมาะสำหรับ: แผ่นบาง (0. 1–4 มม.), โลหะสะท้อนแสง (อลูมิเนียม, ทองแดง) และส่วนประกอบที่แม่นยำ (อิเล็กทรอนิกส์, แม่พิมพ์) ความสามารถในการเข้าร่วมโลหะที่แตกต่างกัน (เช่นเหล็กอลูมิเนียม) 1213
ข้อ จำกัด: High cost for thick plates (>6 มม.) และข้อกำหนดการจัดตำแหน่งที่เข้มงวด (ช่องว่าง<0.1 mm)7.
1.3 ลักษณะกระบวนการ
| พารามิเตอร์ | การเชื่อม TIG | การเชื่อมเลเซอร์ |
|---|---|---|
| ความเร็ว | ช้า ({{0}}. 1–0.5 m\/นาที) | เร็ว (1–10 m\/นาที) |
| ระบบอัตโนมัติ | การทำงานด้วยตนเองระบบอัตโนมัติต่ำ | อัตโนมัติเป็นมิตรกับหุ่นยนต์ |
| ประสิทธิภาพการใช้พลังงาน | ต่ำ (30–40% การสูญเสียความร้อน) | ประสิทธิภาพสูง (30–50% โฟโตอิเล็กทริก) |
| การโพสต์ | การบดและการยืด | การขัดน้อยที่สุดหรือเรียบง่าย |

2. การเลือกม่านป้องกัน
2.1 ข้อกำหนดการป้องกันการเชื่อม TIG
อันตรายจากรังสีและก๊าซ:
รังสี UV\/IR: TIG Arcs ปล่อย UV ที่รุนแรง (5–30 ×แข็งแกร่งกว่าการเชื่อมปกติ) ใช้ม่านที่มีระดับการแรเงามากกว่าหรือเท่ากับ DIN 12 ครอบคลุมรัศมี 1.5 ม. 712
โอโซนและควัน: ม่านควรมีขอบปิดผนึก (เช่นแถบแม่เหล็ก) และรวมเข้ากับระบบระบายอากาศ (มากกว่าหรือเท่ากับ 1, 000 m³\/h การไหลเวียนของอากาศ) 7
ความต้านทานอุณหภูมิสูง:
ทนทานต่ออุณหภูมิสูงถึง 1,500 องศา วัสดุจะต้องเป็นไปตามมาตรฐาน UL94 V -0 มาตรฐาน Flame-retardant (เช่นเส้นใย Nomex ที่มีเส้นใยแก้วเคลือบซิลิโคน) 7
2.2 เกณฑ์การป้องกันการเชื่อมด้วยเลเซอร์
ความยาวคลื่นและความหนาแน่นของแสง (OD):
สำหรับเลเซอร์ไฟเบอร์ (1,064 นาโนเมตร) หรือเลเซอร์เซมิคอนดักเตอร์ (808–980 นาโนเมตร) เลือกม่านที่มี OD มากกว่าหรือเท่ากับ 4 (บล็อก 99.99% พลังงาน) วัสดุอาจรวมถึงคอมโพสิตแก้วตะกั่วหรือเลเยอร์โพลีคาร์บอเนต 13
การออกแบบการสะท้อนแสง:
ใช้พื้นผิวด้าน (การสะท้อนแสง<8%) to prevent beam reflections. Overlapping seams (≥10 cm width) eliminate scatter leakage1213.
ความทนทานและความยืดหยุ่น:
เลือกผ้าที่ทนต่อการฉีกขาด (มากกว่าหรือเท่ากับ 50 n\/cm) และการออกแบบแบบแยกส่วนสำหรับเลย์เอาต์พื้นที่ทำงานที่ปรับได้ 12

3. ข้อควรพิจารณาทางเศรษฐกิจและการใช้งาน
3.1 การวิเคราะห์ต้นทุน
การลงทุนครั้งแรก: อุปกรณ์ TIG มีราคา 10–20% ของระบบเลเซอร์ แต่ต้องใช้ค่าใช้จ่ายอย่างต่อเนื่อง (แก๊สอาร์กอนอิเล็กโทรด) ระบบเลเซอร์มีต้นทุนล่วงหน้าสูงขึ้น แต่ลดต้นทุนการดำเนินงานระยะยาว 712
ประสิทธิภาพ: การเชื่อมด้วยเลเซอร์ช่วยลดต้นทุนแรงงาน 60–80%เหมาะสำหรับการผลิตปริมาณมาก (เช่นชิ้นส่วนยานยนต์) 7.
3.2 แอปพลิเคชันทั่วไป
การเชื่อม TIG: การต่อเรือ (แผ่นหนา), การเชื่อมท่อและงานโลหะศิลปะ 7
การเชื่อมเลเซอร์: อุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภค (การปิดผนึกแบตเตอรี่), อุปกรณ์การแพทย์ (รอยเชื่อมที่สะอาด) และการบินและอวกาศ (ส่วนประกอบไทเทเนียม) 1213

4. มาตรฐานความปลอดภัย
การเชื่อม TIG:
ตรวจสอบให้แน่ใจว่ามีความบริสุทธิ์อาร์กอนมากกว่าหรือเท่ากับ 99.99% และสวมใส่เกียร์ป้องกันรังสี UV (การบล็อกมากกว่าหรือเท่ากับ 99.9% รังสี) 7
การเชื่อมเลเซอร์:
ปฏิบัติตามความปลอดภัยของเลเซอร์มาตรฐาน (เช่น GB 7247. 1-2012) ติดตั้งระบบประสาน (การตอบสนองชัตเตอร์<0.1 seconds)13.
5. บทสรุป
การเชื่อม TIG และเลเซอร์เป็นส่วนเสริม: TIG เก่งในการเชื่อมแผ่นหนาที่ประหยัดต้นทุนในขณะที่เทคโนโลยีเลเซอร์ช่วยให้มีความแม่นยำและมีประสิทธิภาพ ม่านป้องกันจะต้องสอดคล้องกับความเสี่ยงเฉพาะกระบวนการต้องใช้การป้องกันรังสียูวีและการกักเก็บก๊าซในขณะที่เลเซอร์ต้องการ OD เฉพาะความยาวคลื่นและคุณสมบัติต่อต้านการสะท้อนกลับ องค์กรควรใช้ระบบความปลอดภัยแบบบูรณาการ (เช่นหน้าจอแยก + PPE) แทนที่จะพึ่งพาม่านเท่านั้น